Da oltre 30 anni siamo leader nella produzione e distribuzione di rubinetteria industriale. La nostra missione è fornire soluzioni innovative che combinano qualità, affidabilità e design.
Tutti i nostri prodotti sono certificati secondo gli standard internazionali più rigorosi
Distribuzione Globale
Presente in oltre 50 paesi nel mondo con una rete di distribuzione capillare
Esperienza B2B
Partner di fiducia per le più grandi aziende del settore Ho.Re.Ca.
Responsabilità Sociale
Impegnati in progetti di beneficenza e sostenibilità ambientale
100% Produzione italiana
Rubinetteria Monolith da anni, si impegna nel dare il proprio contributo per sostenere progetti sociali.
Un’attenta pianificazione delle attività di marketing e comunicazione, orientata al mercato globale, è il presupposto essenziale per lo sviluppo di tutti i nuovi progetti e per l’innovazione nei settori tradizionali della produzione.
Un team commerciale giovanee dinamico dedica una continua attenzione al cliente, consentendo lo sviluppo di rapporti di partnership solidi con l’intera clientela e l’ingresso nei diversi mercati con notevoli punti di forza.
Miriamo a consolidare la nostra posizione di riferimento nei settori industriali in cui operiamo, ampliando costantemente l’offerta di prodotti a basso impatto ambientale per promuovere il risparmio energetico nei nostri ambiti applicativi. Ci dedichiamo alla tutela di risorse preziose, con particolare attenzione alla salvaguardia dell’acqua.
Certificazioni ottenute
l punto focale su cui si concentra la nostra attenzione è la gestione della qualità sia per il prodotto che per il servizio ed assistenza post vendita.
Dal 2011, l’azienda ha adottato un Sistema di Gestione Qualità conforme alle norme ISO 9001, al fine di garantire l’efficienza e l’efficacia dei processi, accrescere la Customer Satisfaction, migliorare le proprie prestazioni e realizzare prodotti innovativi.
Rubinetteria Monolith si impegna principalmente ad offrire prodotti caratterizzati da elevati standard qualitativi, per la completa soddisfazione del cliente.
Al fine di garantire la massima qualità, tutti i nostri articoli sono sottoposti ad un rigoroso programma di prove e controlli che verifica la loro qualità in ogni fase del processo produttivo, dalla ricezione della materia prima al rilascio del prodotto finito. Solo i lotti che superano i nostri rigorosi standard di controllo di qualità vengono destinati al confezionamento.
ISO 9001:2015
Il nostro sistema di gestione della qualità è certificato secondo i più alti standard internazionali, garantendo processi ottimizzati e miglioramenti.
Certificazioni di Prodotto
I nostri prodotti sono testati e certificati dai principali enti internazionali (WRAS, ACS, NSF) per l'uso con acqua potabile e in ambienti alimentari.
Test al 100%
Ogni rubinetto Monolith viene testato idraulicamente e pneumaticamente prima di lasciare la fabbrica, assicurando zero difetti.
Il nostro processo di controllo
Dalla selezione delle materie prime fino all’imballaggio finale, ogni fase è monitorata.
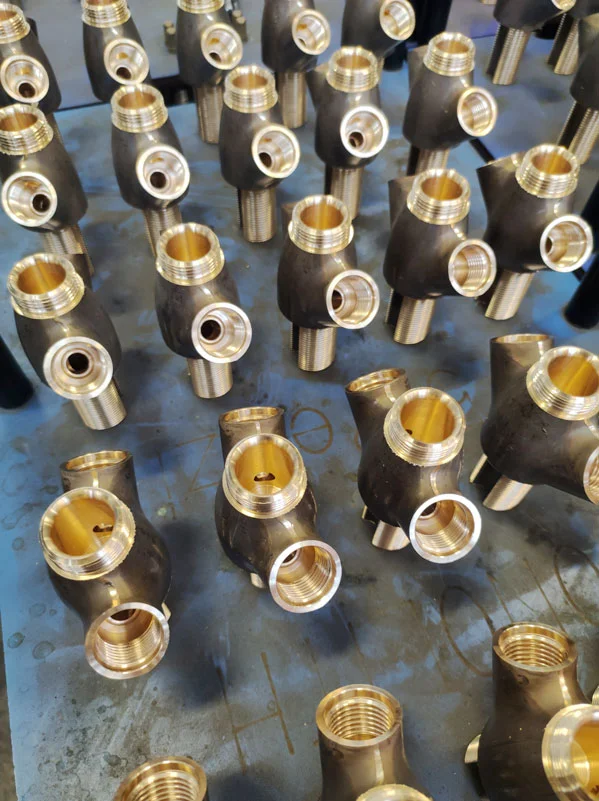
Materie Prime
Selezione rigorosa di ottone e acciaio inossidabile di prima scelta.
Lavorazione
Macchinari CNC di ultima generazione per tolleranze micrometriche.
Assemblaggio
Personale altamente qualificato per un montaggio di precisione.
Collaudo Finale
Test di pressione e funzionalità su ogni singolo pezzo.
Richiedi il catalogo completo
Scarica il nostro catalogo digitale e scopri l'intera gamma di prodotti Monolith. Oltre 1000 soluzioni per ogni esigenza industriale.
Rubinetteria Monolith da anni, si impegna nel dare il proprio contributo per sostenere progetti sociali.
La missione dell’azienda non si limita a generare profitti. I nostri valori ci spingono a fornire supporto in contesti caratterizzati da povertà e disagio, oltre che nell’ambito della ricerca medica, contribuendo così a migliorare la qualità della vita.
Risparmio Idrico
I nostri aeratori e sensori elettronici riducono il consumo d'acqua fino al 60% senza compromettere le prestazioni.
Materiali Riciclabili
Utilizziamo ottone e acciaio inossidabile 100% riciclabili, riducendo l'impatto ambientale a fine vita del prodotto
Efficienza Energetica
I nostri stabilimenti sono alimentati al 40% da energia solare, con l'obiettivo di raggiungere il 100% entro il 2030.
Packaging Eco
Imballaggi realizzati con cartone riciclato e inchiostri a base d'acqua, eliminando completamente la plastica monouso.
Il Nostro Impatto
Ogni goccia conta. Negli ultimi 5 anni, i nostri prodotti installati nel mondo hanno contribuito a risparmiare miliardi di litri d’acqua.
Emissioni CO2 dal 2018
-0%
Litri d'acqua risparmiati ogni giorno
0M+
Rifiuti in discarica dai nostri stabilimenti
0M+
PRONTO AL CAMBIAMENTO?
Scarica il catalogo 2026 per scoprire l'intera gamma e contattaci subito!